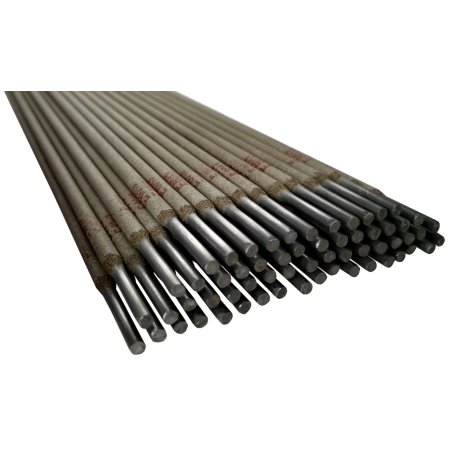
Электроды сварочные ZELLER E308L-16 - электрод с рутиловым покрытием и очень низким содержанием углерода, устойчив к межкристаллической коррозии, предназначен для сварки нержавеющих сталей типа 304, 308, 321, 347.
О МАТЕРИАЛЕ:
Применяется для сварки баков и цистерн из нержавеющей стали,
клапанов и задвижек, труб и футеровок в химической, пищевой,
фармацевтической , а также в ядерной промышленности. Полируется до зеркального блеска. Особенно рекомендуется для сварки труб и пластин с толщиной…